Nature3D
3Dプリント型で低融点合金を鋳造
LFY3Mを型として使う際に思いついたものの1つに低融点金属の鋳造があります。LFY3Mは耐熱140℃となっていますが、これは荷重たわみ温度としての数値で、荷重がかからない鋳造ならPLAの融点である160℃近くまで耐えられます。理屈上はいけそうですが、本当に実現できるかやってみました。
低融点合金 クラフトアロイについて
クラフトアロイは150℃で溶ける低融点合金です。主成分はスズ(Sn)とビスマス(Bi)。ほかの低融点合金は鉛などの有害元素を含むものがありますが、クラフトアロイは有害成分はないので安全に使用できます。電熱器やコンロなどで溶かして鋳造でき、主にシリコーン注型用として使われています。サビにくい特徴があり、装飾品、メタル複製品、置物などが主な用途です。
クラフトアロイの物性
| 融点 | 150(℃) |
|---|---|
| 比重 | 8.2 |
| 引張強さ | 55(MPa) |
| 硬度(ブリネル) | 22 |
| 収縮率 | 0.0001(%) |
| 線膨張係数 | 15 x 10E-6 (1/K) |
| 主成分 | スズ(Sn)、ビスマス(Bi) |

今回試したクラフトアロイ。66gで1600円。
クラフトアロイを早速溶かしてみる
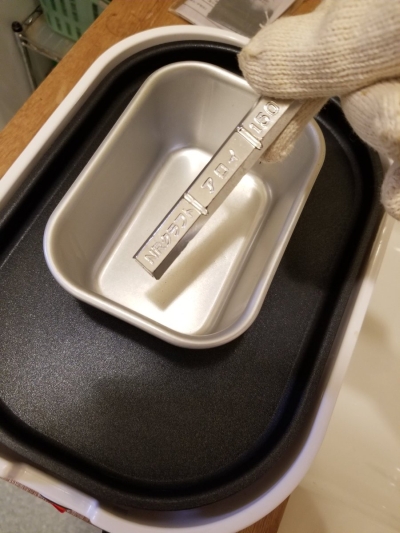
持っているのは小型のホットプレートなのですが、これで本当にクラフトアロイが溶かせるか試してみました。
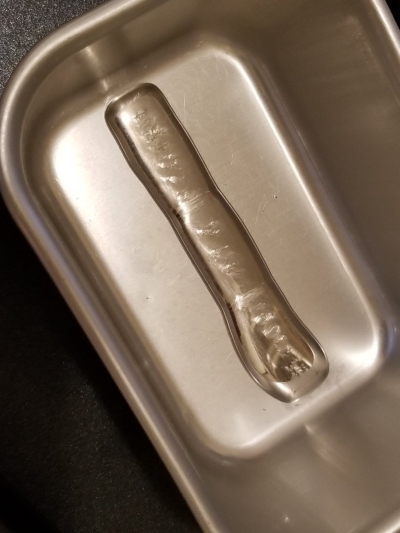
スイッチオン。十分温まるとクラフトアロイが溶けてきました。温度は最大200℃。これだとPLAの型が溶けてしまうので、160℃以下になるように温度を調整します。
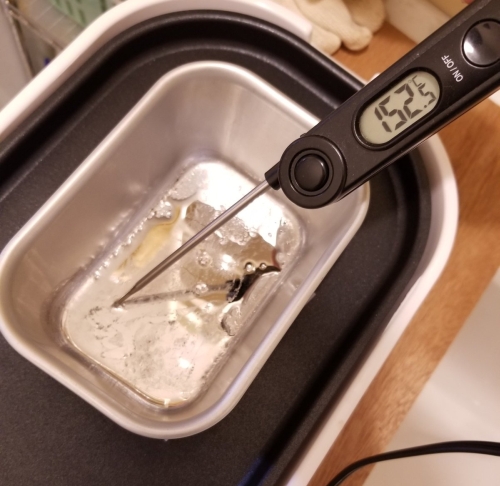
今回のホットプレートに温調はないので、代わりにアルミトレーの下に1mmのシリコンシートを敷きました。これで最大150℃程度になり、ちょうどいい温度になりました。これなら鋳造できそうです。
PLAの3Dプリント型を準備する
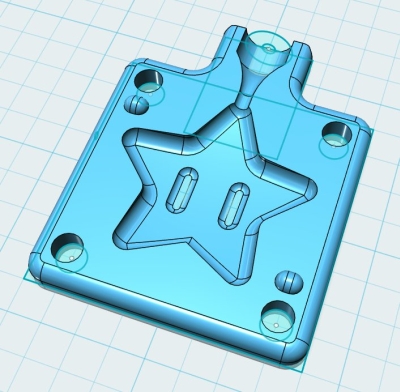
グルーガン射出成型でも使用したマリオスターの型からエア抜きの穴をなくしたものを鋳造用として使うことにしました。

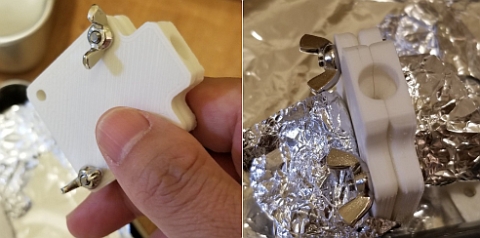
LFY3Mのフィラメントで造形した3Dプリント型。アニール処理をしてあります。
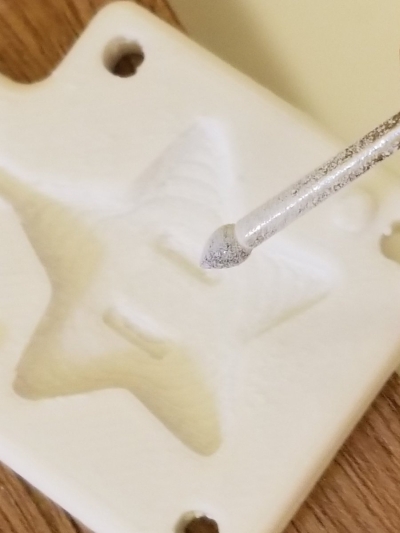
このままでもいいのですが、試したところ離型の際に少し引っかかるのでリューターとサンドぺーバーで軽く研磨しました。軽く水洗いして乾燥。

最後にタルクを型内面にまぶします。これがないと表面にクレーター上のデコボコができて外観が悪くなってしまいます。後は型を組んで準備完了です。
いよいよクラフトアロイを鋳造
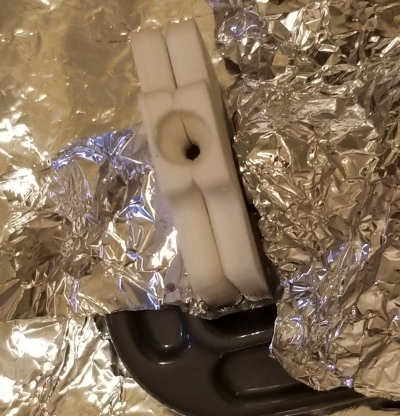
組んだ型をバイスで固定し、湯口からクラフトアロイがこぼれてもいいようにアルミホイルでカバーしました。

準備しておいたクラフトアロイ溶湯を一気に流し込みます。作業を止めずにスムーズに流すのがコツ。こわごわやっていると湯の流れが悪いところができてしまうので注意。

冷えた後、ペーパーナイフで軽く切れ目を入れて脱型。

湯口をつかんで軽く引っ張ると上型も取れました。

後はバリをとって完成です!研磨してもいいのですが、柔らかい金属なので研磨でかえってキズをつけてしまうことがあり、今回はそのままにしました。ちょっとまだデコボコがあります。またこれは今後の改善で直していこうと思います。
表面デコボコの改善
2018.11.13追記
前回は表面形状がデコボコになってしまっていましたのでこの改善テストを行いました。クレーター状の特徴的な形状から推測すると、鋳造の際に型が加熱されるために、型から水分が発生し蒸発することでデコボコが起きているのではないかと考えました。
対策として、樹脂型を一旦加熱して水分を飛ばし、その後に注型するするやり方に変えてやってみることにしました。

3Dプリント樹脂型を100℃ 20分で加熱し、水分を飛ばします。
オーブンから取り出した後、常温にさましてすぐに組み立て、冶具セットします。

クラフトアロイを流し込みます。
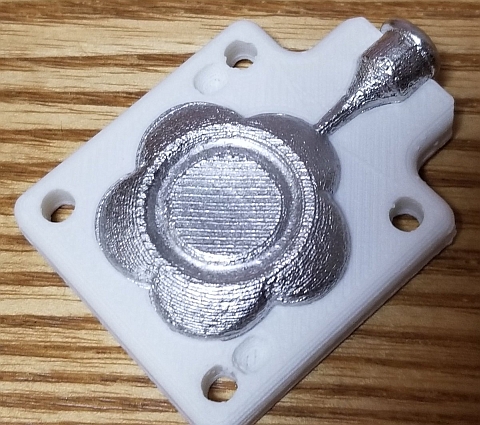
下型の脱型。前回と違い鋳肌がきれいです!

さらに上型を脱型し、湯口を切除して仕上げ。前回のデコボコはほぼ完全に消すことができました!表面は研磨なしです。3Dプリンターっぽさを残した趣のある感じ(?)に仕上げることができました。